


空壓機在雷射切割領域使用
2022/11/30 淯升企業雷射切割是經光路系統,聚焦成高功率密度的雷射束。雷射束照射到工件表面,使工件達到熔點或沸點,同時與光束同軸的高壓氣體將熔化或氣化金屬吹走。隨著光束與工件相對位置的移動,最終使材料形成切縫,從而達到切割的目的。雷射切割加工是用不可見的光束代替了傳統的機械刀,具有精度高,切割速度快,不受切割圖案限制,自動排版節省材料,切口平滑,加工成本低等特點,逐漸改進或取代了傳統的金屬切割工藝設備。
一、雷射切割機工作原理
雷射切割機在工作時需要帶有壓力的氣源作為動力,常用的輔助氣體有氧氣、氮氣和壓縮空氣,有時還會用到氫氣。按照氣體壓力又可分為高壓氣體和低壓氣體。為了提高效率和滿足客製需求,壓縮空氣的壓力也由之前的1.25MPa~1.3MPa向更高的壓力發展,甚至達到2.0MPa~3.0MPa,目前市場上主要使用1.6MPa的壓縮氣體
。

圖1雷射機原理
二、壓縮空氣含油對雷射切割設備的影響
目前氣源主要集中在氮氣、氧氣和壓縮空氣,除非是加工一些貴金屬或對加工要求比較高才會使用氮氣或氧氣,更多的則是壓縮室氣。壓縮空氣可以用空氣壓縮機直接提供、相對於氧氣和氮氣要容易獲得,價格非常便宜。雖然室氣中只含有約20%的氧氣,切割效率不及氧氣切割,但切割能力與氮氣接近,空氣切割效率略高於氮氣切割。用壓縮空氣替代氮氣切割是經濟實用的選擇。
壓縮空氣的品質對於雷射切割質量有非常直接的影響。壓縮空氣中含有水和油,如果沒有處理乾淨,會嚴重影響雷射束的傳輸,導致焦點分散,造成產品切不透,產生廢品。如果是超大功率雷射切割機,只要保護鏡面或噴嘴表面沾上一點點的油或水,也可能造成高能雷射發射燒壞雷射頭,出於超大功率雷射切割機的雷射頭價格都在萬元以上,而大多數壓縮空氣都不能對壓縮空氣中的油和水分進行很好的處理,即便是新機器可以滿足,但是隨著設備的使用,油氣分離的效果變差,壓縮空氣中的含油量也會變大,給使用帶來不確定性。所以,多數超大功雷射切割機的用戶都不願意冒險採用壓縮空氣作為輔助氣體。
三、無油壓縮空氣的獲取
在壓縮空氣中,水的去除相對容易。只需要配置相匹配的冷凍式乾燥機和過濾器即可滿足要求。但是,壓縮空氣中不含油則困難的多。如果選擇無油機,或是加購除油機,無疑增加了用戶的購置成本,另外,無油機也很難做如此高的壓力。用非無油壓縮機制取「無油」壓縮空氣、即採用壓常規的有潤滑油壓縮機獲取壓縮空氣,再通過後端除油設備處理,進而獲得無油壓縮空氣。其使用流程如圖2。
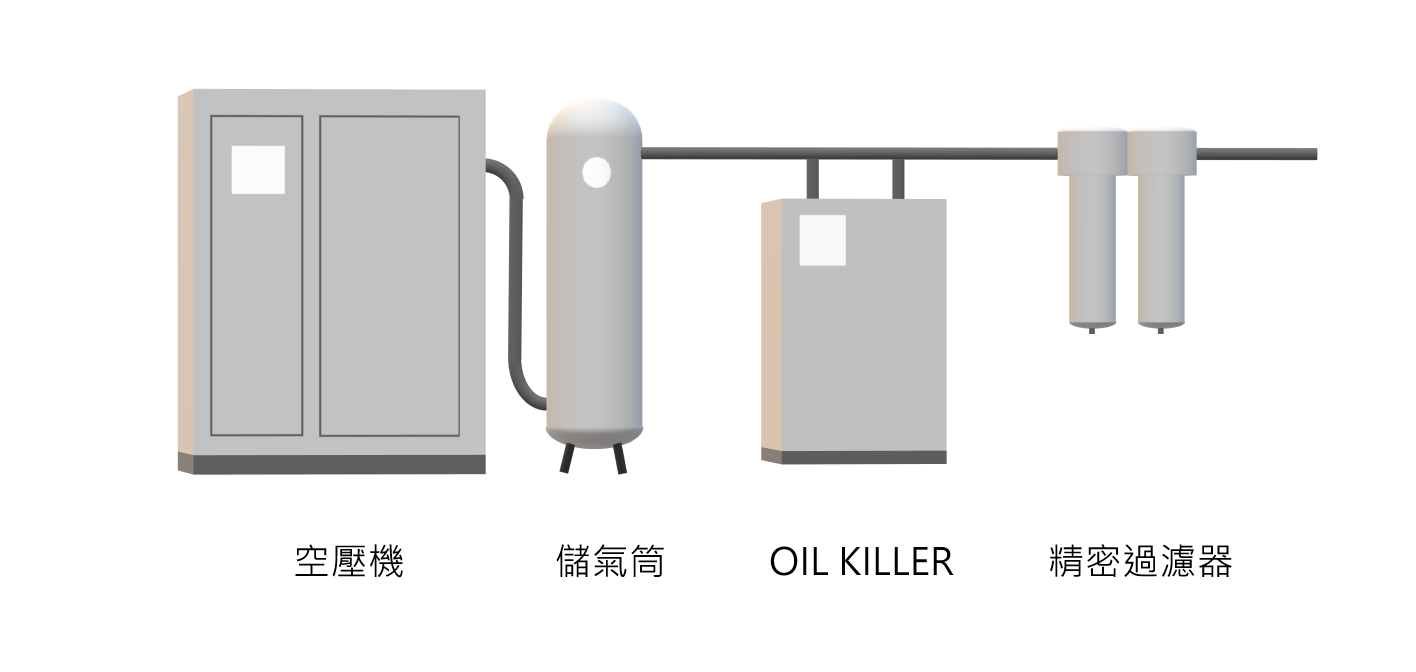
圖2無油空壓機系統
這種配置對壓縮空氣中的水分、粉塵題粒都進行了處理,更重要的是對壓縮空氣中的氣態油也進行了淨化,避免了雷射切割設備的透境受到污染。
壓縮空氣淨化器主要生高效換熱器、反應器、電加熱器、電控系統等組成。見圖3。

圖3壓縮空氣淨化器組合
壓縮機產出的壓縮空氣通過學道經儲氣後進人過濾器,壓縮空氣在通過過濾器時將含有的液態水進行有效分,同時保護反應系統:分離液態水後的壓縮空氣進人高效換熱器,在換熱器內,來自精密過總器的低溫氣體與來自反應器的高溫氣體進行充分熱雖交換;升溫後的高溫壓縮空氣進人反應器內,其中的油類雜質在反應器內溫度180-220C範圍中觸媒表面發生催化化反應:CnHm+(n+m/4)0z2-ncOg+m/2H2O。
全部技化為二氧化碳和水,同時在高溫作用下,壓縮空氣中的生物菌類被殺滅,實現氣源的除油殺菌,得到高潔淨等級的壓縮空氣;淨化後的高溫氣體經高效換熱器回收熱里後、送人用戶用氣單元:整個過程由高精度溫度控制系統自動調節,安全穩定。
四、使用效果
這種微油螺桿加淨化裝置的組合方式,在一些電子、食品、光識等要求無油的工況中都有良好的應用,在配會雷射切割機使用中經過後續跟踪,使用的效果也達到客戶的預期。
任何一種新產品、新技術都是在實踐中不斷發展和提高的,與之配套的相關技術也要與時俱進,適應新的要求。
雷射機專用一體式空壓機

雷射用空壓機
雷射機需要的空壓系統設備一次滿足,多體一機可以省去配管時間,也能節省空間,設計為集中式排水方式,有利於環境整潔。冷凍乾燥機去除水分,過濾器排除雜質,確保雷射機使用空氣是最乾淨的,增加動作效率外,也能降低產品損壞機率。
規格表
| 型號 | 定額工作壓力 Mpa |
壓力範圍 Mpa |
流量範圍 m3/min |
驅動機功率 kw |
機組重量 kg |
外型尺寸 L*W*H mm |
| PM11TK | 1.55 | 1.25~1.55 | 0.39~0.97 | 11 | 532 | 1592*750*1661 |
| PM15TK | 0.51~1.27 | 15 | ||||
| PM18TK | 0.72~1.8 | 18.5 | 657 | 1712*800*1860 | ||
| PM22TK | 0.92~2.3 | 22 | ||||
| PM22TK | 2.5 | 2~2.5 | 0.6~1.2 | 22 | 710 | 1716*830*1862 |